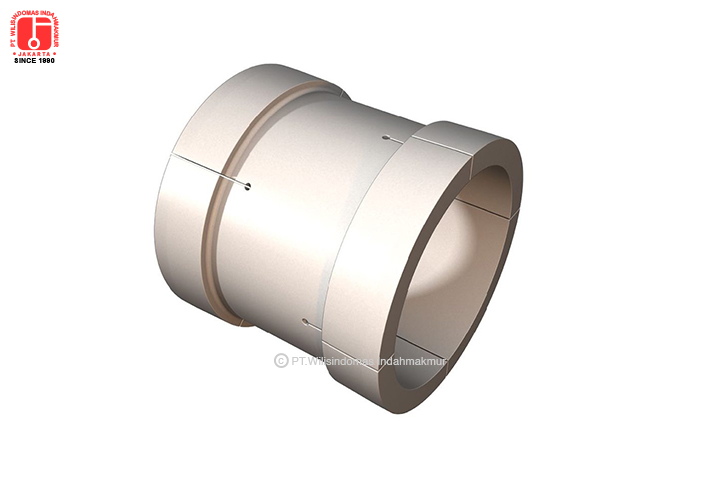
After each change of alloy, and also after every shift, a clean-out block should be used to remove the build-up of oxide skin from the liner of the container. A dummy block that is working properly will leave approximately .005” (.25 mm) of aluminum on the inside of the liner. The clean out block should remove this, having zero clearance with the liner in the heated condition. When ordering a clean-out block, it is important to accurately measure the current bore of the entire length of the container. Normally a container may be used for an extended period, but especially if hard alloys are being extruded, over time the actual diameter will increase. Temperature control of both container and dummy block is critical for efficient extrusion. Taper heating of the billet, however, makes cooling of the dummy block no longer necessary. Also, neither clean-out blocks nor dummy blocks can operate effectively if the container has become out of round, bellied, or gouged. Such containers should either be relined, or replaced.




{kind=link}